激光振镜焊接头
振镜焊接头的定义及组成:
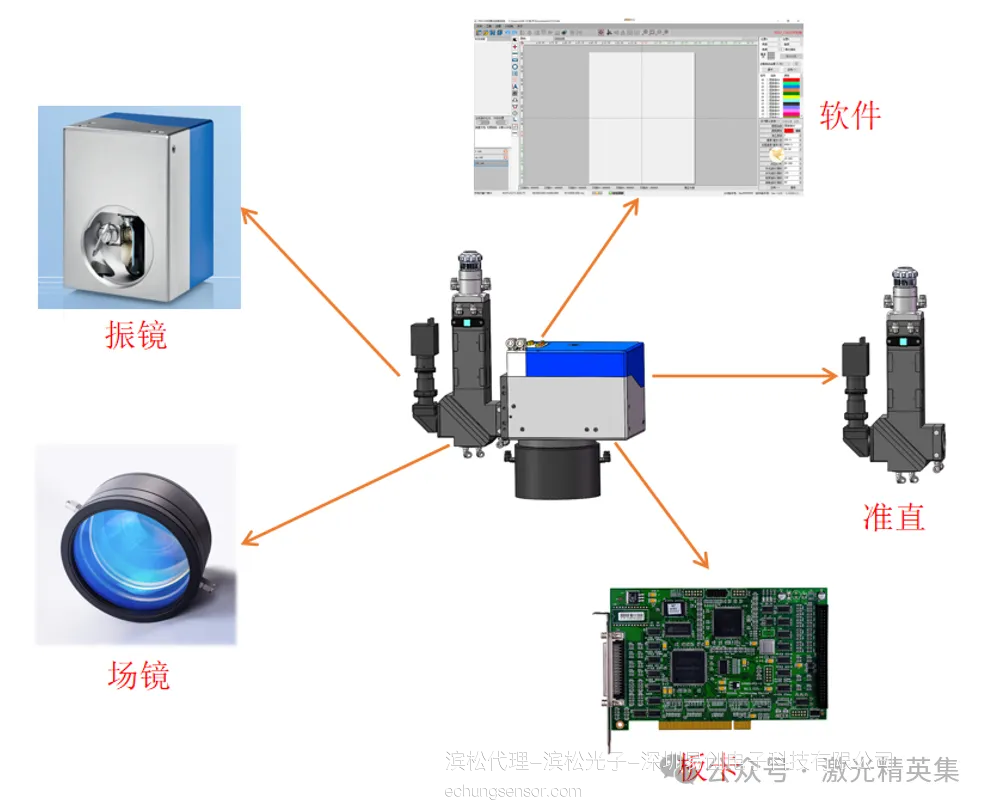
准直聚焦头是采用机械装置做为搭承平台,通过机械装置来回移动实现不同轨迹焊缝的焊接,焊接精度取决于执行机构的精度,所以存在精度低、响应速度慢、惯性大的问题,而振镜扫描系统则通过电机带着镜片进行偏转,电机由一定的电流进行驱动,具有精度高、惯性小、响应快等优点,当光束照射到振镜镜片上后,振镜的偏转改变激光束反射的角度,因此,通过振镜系统激光束可以在扫描视场上进行任意轨迹的扫描。
振镜焊接头的分类
1、前聚焦式扫描镜头
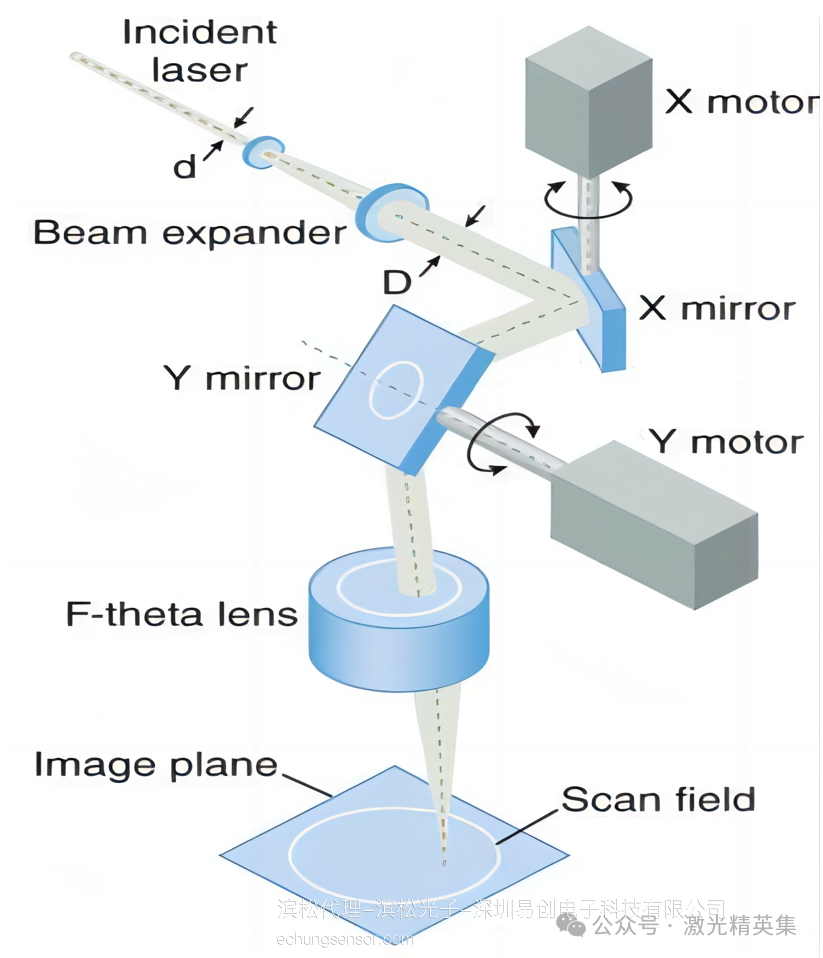
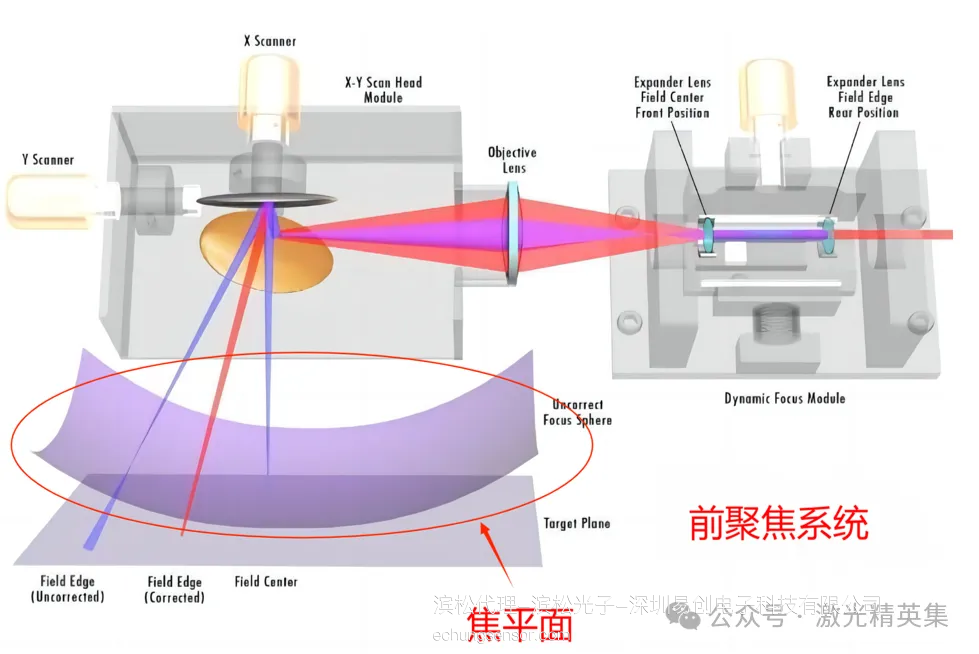
根据聚焦透镜与激光振镜之间的位置关系,可以把振镜的扫描方式划分为前聚焦式扫描(下图1)和后聚式焦扫描(下图2)。由于激光束偏摆到不同的位置时有光程差的存在(光束传输距离不一样),造成以前聚焦方式扫描过程中的激光焦面为的一个半球曲面,如左图所示 。后聚焦扫描方式如右图所示,其中的物镜为 F- 𝜃平场镜,F- 𝜃平场镜具有特殊的光学设计,通过引入光学校正,可将激光束的半球形的焦面调整为平面。后聚焦方式扫描主要适用于对加工精度要求较高,加工范围不大的应用场合,如激光打标、激光微结构焊接等。

随着扫描面积的增加,f-theta 镜头的口径也随之增加,由于技术和材料的限制,大口径的 f-theta 镜头的价格十分昂贵,该方案也不被接受。物镜前振镜扫描系统配合六轴机器人是一种比较可行的方案,可以降低对振镜设备依赖,且能兼备相当程度的系统精度,并且拥有良好的兼容性,该方案已被大部分集成商采用,即常说的飞行焊接。模组busbar的焊接,包括极柱清洗都有飞行应用,可以灵活高效提高加工幅面。
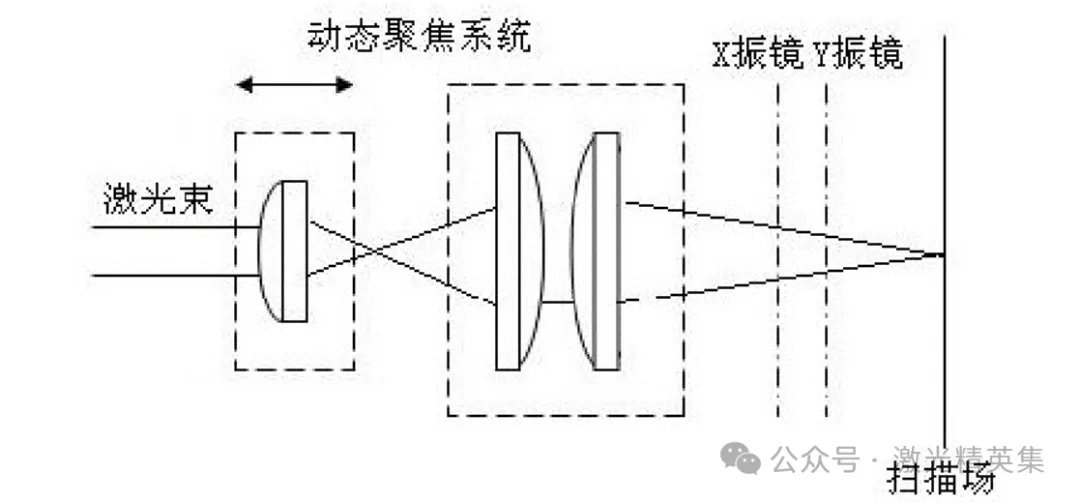
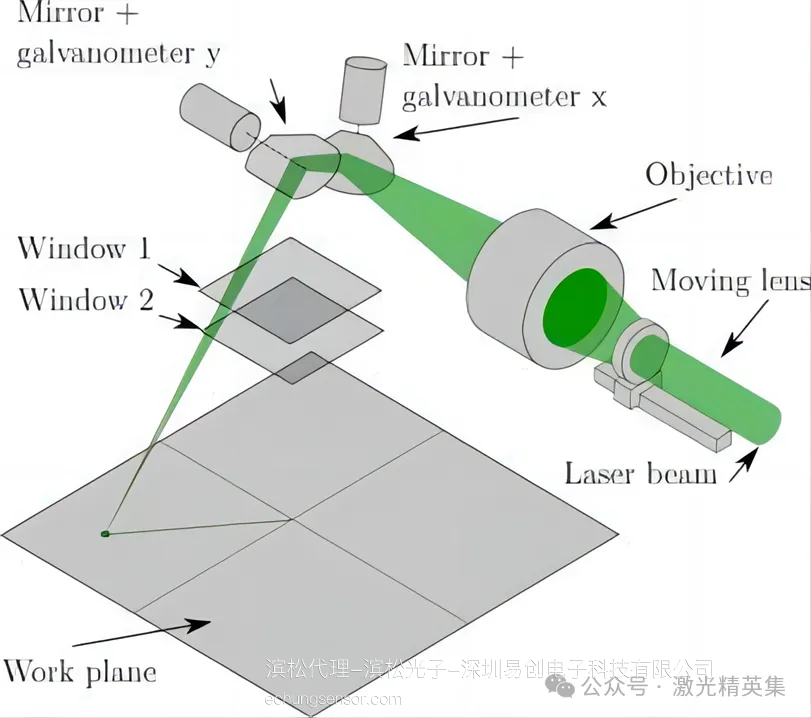
3、3D振镜:
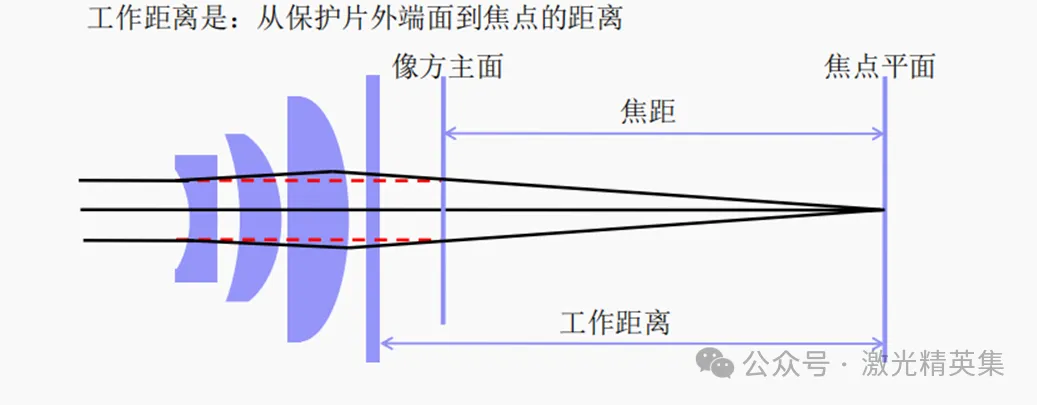
准直聚焦问题补充
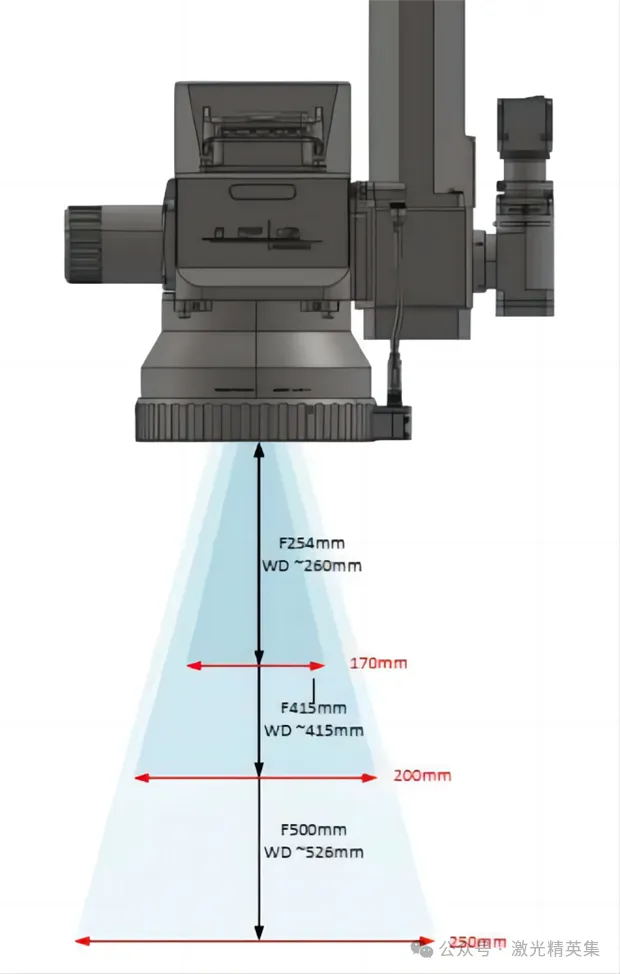
工作距离定义为从镜头最前面的机械边缘到物镜的焦平面或扫描平面的距离。请注意不要将其与物镜的有效焦距 (EFL) 混淆。这是从主平面到光学系统的焦平面测量的,主平面是一个假设的平面,可以假设整个透镜系统发生折射。
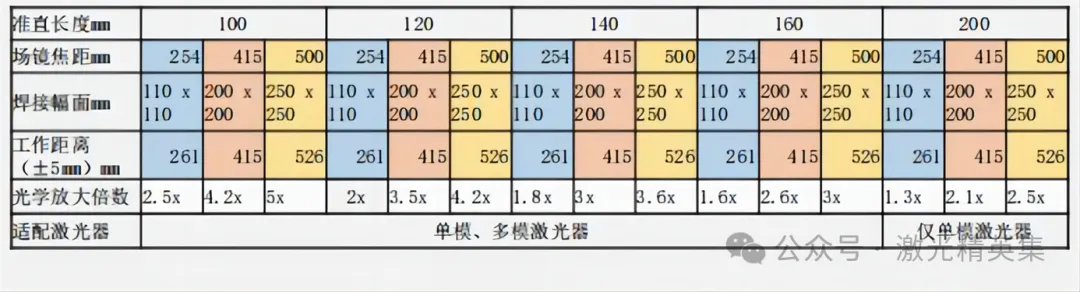
准直聚焦选择主要关注,加工幅面和安装高度、还有振镜数值孔径(主要与激光器的发散角有关,发散角太大不适合用振镜)
我司在激光振镜应用中提供各类光电板(方形、扇形、不同尺寸)和滨松红外LED,专业金线邦定,品质可靠。